NUSCO-300
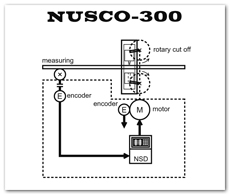
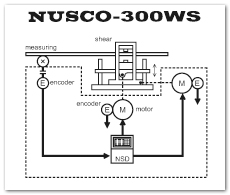
회전가공기(Rotary Shear)의 Servo Control입니다. 회전가공기에 대한 수치지령을 만들고, 가공기와 연속주행 하는 재료로부터 검출한 수치를 지령과 비교하면서 재료의 가공위치가 접근하면, 회전가공기를 가속 또는 감속 제어하여 설정된 가공위치를 결정함과 동시에 재료와의 동기제어를 하면서, 재료에 가공을 실시하고 그 직후 다음의 설정가공 위치에 따라 가공기를 감속 또는 가속 제어하는 수치제어 System입니다.
NUSCO-300 series
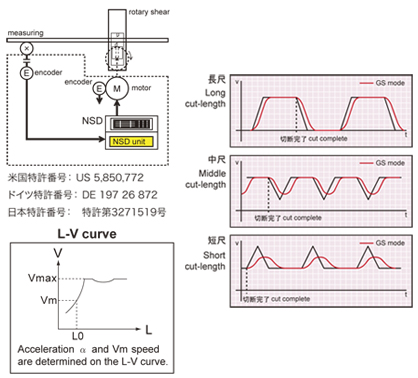
GS - Mode
종래의 Rotary Shear 제어의 문제점 :
종래의 제어에서 고정된 값으로 설정된 가속도Rate는 L-V곡선을 만족시키기
위하여, 말하자면 제어가 가장 어려운 위치의 Rate가 적용 되었습니다.
이 가감속Rate 제어의 어려움은 기계적 충격을 증대시켜 반복제어에 의한
기계적 수명에 적지 않은 영향을 주고 있습니다. 또한, 이 충격이 일으키는
진동이 제어상의 외란이 되어 절단길이의 오차를 크게 하기도 하고 절단면을
나쁘게 하기도 하는 경우가 많았습니다.
GS제어가 해결하는 점 :
가속도Rate는 위에 언급한 바와 같이 고정된 값으로 설정되어 있기는 하지만,
실제의 생산에 있어서는, 설계상의 L-V곡선에 있는 가장 높은 속도(V=Vmax)에서
생산되지 않는 경우도 있습니다. 운전속도는 생산조건에 의해 Shear자체의
성능보다도 그 전단 또는 특히 후단 Piler의 처리속도에 의해 제한되는 경우가
많습니다. 즉, Vmax 또는 Vm 속도보다도 오히려 낮은 경우가 대부분 입니다.
이와 같은 L-V곡선 내측에서의 생산은 가속도Rate를 완화하는 여유가 있습니다.
GS제어는 이와 같은 운전조건일 때 가속도Rate를 완화시키는 대신에, 그곳을
SIN Curve와 같이 미끄러지는 속도 Curve를 그리는 것과 같은 제어를 행합니다.
그렇게 함으로써, 기계적 충격을 경감하고 여러 가지의 이점을 만듭니다.
1 Cycle 수행 중에서, 절단각과 최소한으로 필요한 위치결정 제어각 이외의
각도에서는 가감속 속도를 가능한 원만히 할 수 있어서 기계의 부드러운 제어가
실현 됩니다.